قطبیت هنگام جوشکاری بسیار مهم است و باید یکی از اولین مراحلی باشد که قبل از برخورد با قوس در نظر گرفته شود. در مورد قطبیت دو گزینه وجود دارد. مستقیم و معکوس
سرفصل های مقاله
Toggleانتخاب قطبیت مناسب بین این دو گزینه تاثیر زیادی بر روی این دارد که آیا جوشی خواهید داشت که استانداردهای صنعتی را پاس میکند یا جوشی که در تست رد میشود و باید مجددا جوشکاری شود.
بیایید این موضوع را عمیق تر بررسی کنیم تا انتخاب درستی داشته باشیم.
قطبیت به جهت جریان الکتریکی بین الکترود جوشکاری و گیره کار اشاره دارد که مدار الکتریکی جوشکاری را تکمیل می کند.مهم است که قطبیت را درک کنید زیرا این موضوع بر مصرف الکترود و سرعت ذوب آن، توزیع گرما در فلز اصلی شما و اینکه در نهایت نقطه جوش شما چگونه خواهد بود تأثیر می گذارد.پس قطبیت مستقیماً بر استحکام و کیفیت جوش شما تأثیر می گذارد.
دو نوع جریان در هنگام جوشکاری وجود دارد: جریان مستقیم (DC) و جریان متناوب (AC). دستگاههای جوش ارزانتر معمولاً فقط DC هستند، در حالی که دستگاههای گرانتر از AC/DC استفاده میکنند که قادر به کار با هر دو نوع جریان هستند.

به طور خلاصه DC فقط در یک جهت جریان دارد و آن را در قطبیت ثابت نگه می دارد. از طرف دیگر AC جریان خود را نیمی از زمان در یک جهت و نیمی از زمان را در جهت دیگرتغییر می دهد و 120 بار در ثانیه در جریان 60 هرتز قطبیت خود را از مثبت به منفی تغییر می دهد.از آنجایی که DC فقط می تواند در یک جهت جریان یابد، به دو دسته قطبیت تقسیم می شود:
الکترود DC مثبت (DCEP) که قطبیت معکوس نیز نامیده می شود
الکترود DC منفی (DCEN) که قطبیت مستقیم نیز نامیده می شود.
در ادامه در خصوص این دو مورد بیشتر صحبت خواهیم کرد.
در اکثر موارد جوشکاری قوس الکتریکی با DC بهترین نتیجه را دارد زیرا قوس پایدارتر با پاشش کمتری فراهم می کند.جریان AC در موارد خاص مانند آلومینیوم و منیزیم هنگام جوشکاری TIG به خوبی کار می کند.
انواع مختلف قطبیت برای جریان DC با نگاهی به جریان AC
همانطور که میدانید دستگاههای خانگی با جریان AC کار می کند، دستگاه های جوشکاری از یک دیود در یکسو کننده استفاده می کنند تا نیمی از چرخه های AC را برای تولید جریان DC متوقف کنند.
اینکه کدام نیم سیکل را متوقف کنید تعیین می کند که DC چه قطبی خواهد بود.

بیایید نگاهی دقیق تر به هر یک بیندازیم.

هنگام جوشکاری با قطبیت مستقیم، الکترود شما منفی و قطعه کار شما مثبت خواهد بود.
در این مدار، نیم سیکل مثبت AC را متوقف می کنیم و الکترون ها از الکترود شما به قطعه کار جریان می یابند.

از آنجایی که الکترون ها از منفی به مثبت جریان می یابند، حدود 70 درصد از گرمای قوس در الکترود شما و تنها حدود 30 درصد در قطعه کار شما خواهد بود.این حالت یک حوضچه جوش عریض اما کم عمق، سرعت سوختن بیشتر الکترود و نرخ رسوب بالاتر ایجاد می کندکه باعث می شود قطبیت مستقیم برای جوش فلزات نازک خوب باشد، زیرا قطعه کار زیاد گرم نمی شود. اما با گرمای کمتر در فلز اصلی، هیچ گونه اکسیداسیون الکترودی دریافت نمی کنید، به این معنی که هیچ ناخالصی حذف نمی شود.
برای مواد نازک عالی است
نرخ رسوب بالاتر
مصرف بالای الکترود
شکل جوش نامطلوب برای مواد ضخیم تر
همجوشی ناکافی
بدون حذف ناخالصی

هنگام جوشکاری با قطبیت معکوس، الکترود شما مثبت و قطعه کار شما منفی خواهد بود.
در این مدار، نیم سیکل منفی AC را متوقف می کنیم. الکترون ها از قطعه کار به الکترود جریان می یابند.

گرمای اضافی روی قطعه کار شما یک نقطه جوش باریک با نفوذ بیشتر و مصرف الکترود کندتر ایجاد میکند و کنترل نقطه ها را آسانتر میکند تا جوشی با ظاهر مطلوبتر داشته باشید.این گرمای اضافی در فلز اصلی باعث ذوب سریعتر و آسان تر آن میشود، گودال جوش داغتری ایجاد میکند و باعث اکسیداسیون الکترود میشود و ناخالصیهایی را که میسوزاند و در سرباره نفوذ میکنند را از بین میبرد.
مصرف الکترود کمتر
کنترل و بهبود نقطه جوش
نفوذ عمیق تر
حذف ناخالصی بالا
نقطه جوش باریک
نرخ رسوب پایین تر
با AC، نیم چرخه های قطبی مستقیم و معکوس که یکی پس از دیگری رخ میدهد را دریافت می کنید. با این کار، تمام مزایا و معایب هر دو قطبیت را دریافت می کنید زیرا هر دو در حال وقوع هستند.در AC، جریان یا فرکانس الکترون شما 120 بار در ثانیه تغییر جهت می دهد و گرمای متعادلی بین الکترود و قطعه کار به ایجاد کرده و آن را به یک انتخاب خوب از هر نظر تبدیل می کند.دستگاههای جوشکاری گرانتر تنظیماتی را برای تغییر فرکانس در اختیار شما قرار میدهند. این به شما امکان می دهد مشخصات قوس، رفتار گودال جوش، مشخصات نقطه جوش، نفوذ و ظاهر را تنظیم کنید.
ورودی گرمای متعادل
برای جوشکاری آلومینیوم عالی است
ضربه قوس را تا حد زیادی کاهش می دهد
کنترل عالی بر ظاهر و نفوذ نقطه جوش
تجهیزات جوشکاری گران تر
برنامه های کاربردی محدود
نرخ رسوب پایین تر از DC
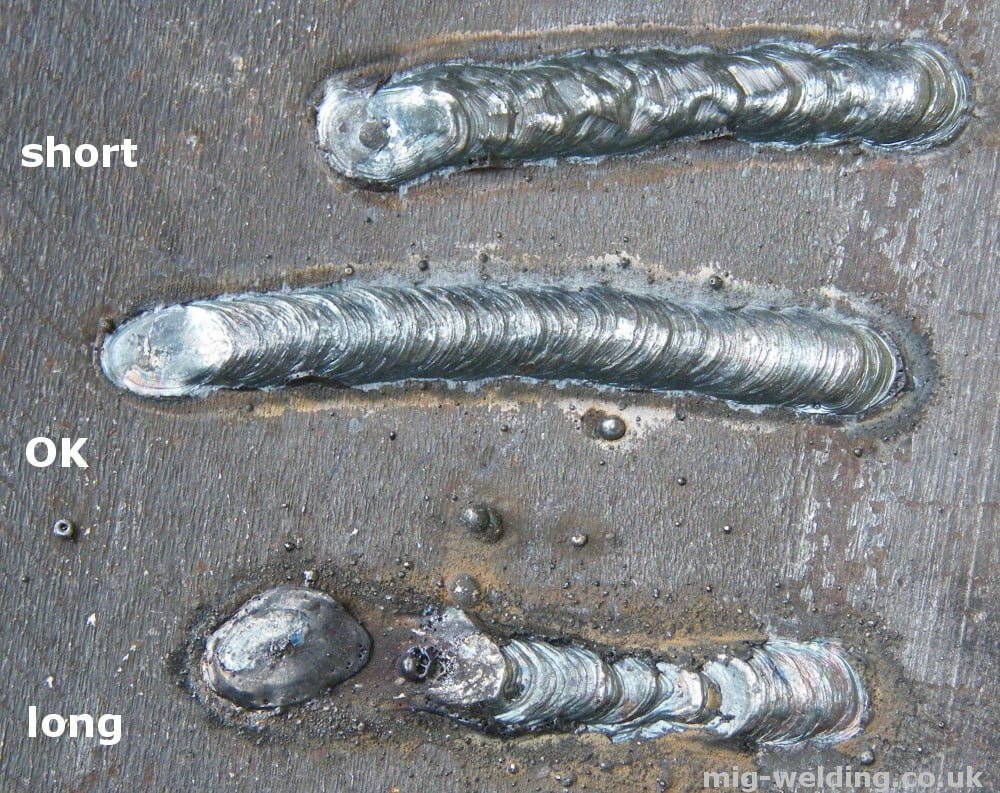
در اینجا تصویری از تفاوت در نفوذ و ظاهر جوش با قطبیت مختلف خواهیم دید:

اکنون شما یک نمای کلی از قطب های مختلف جوش دارید، بیایید نگاهی دقیق تر به نحوه تأثیر هر یک بر عملکرد جوش بیندازیم.
اکنون درک بسیار خوبی از تاثیر قطبیت بر روی جوش دارید. انتخاب قطبیت مناسب بستگی به این دارد که چه مواد مصرفی در دست دارید.
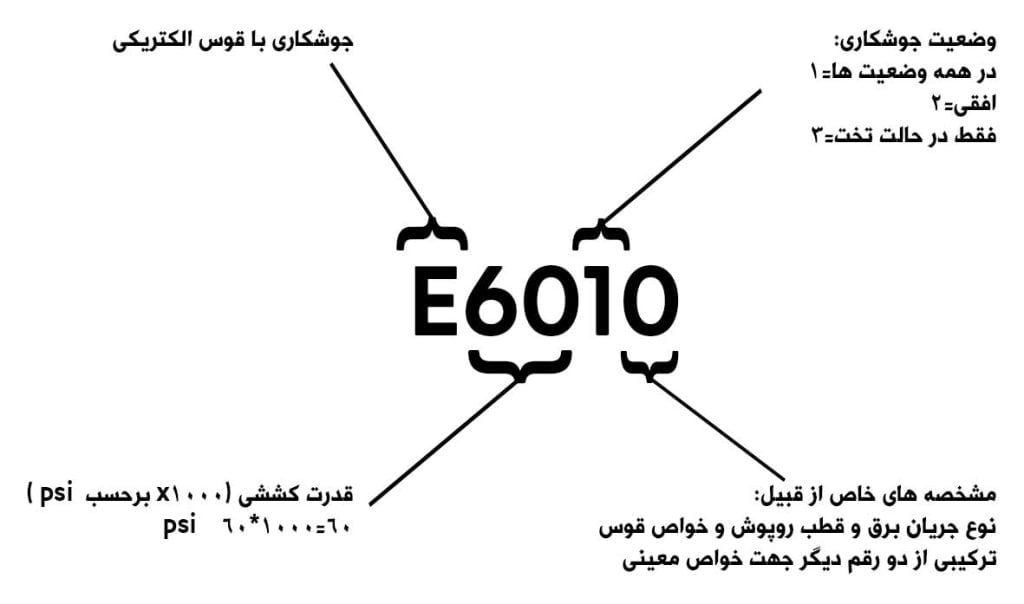
هر الکترود دارای یک نشانگر است که قطبیت سازگار آن را به شما می گوید.
هنگامی که چندین گزینه دارید – که در بسیاری از موارد، خواهید داشت – فقط این سوالات را از خود بپرسید:
به دنبال چه نوع نفوذی هستید؟
به چه نوع ظاهر جوش نیاز دارید؟
چه سرعتی برای رسوب جوش نیاز دارید؟
جوشکاران باتجربه این سوالات را می پرسند تا مشخص کنند کدام قطب برای پروژه آنها مناسب تر است.
جوشکاران در صنعت الکترود 6010 را الکترود بررسی قطبیت می نامند زیرا تفاوت های زیادی بین استفاده از این میله با DCEP تا DCEN وجود دارد.اگر نمی توانید بگویید کدام ترمینال منفی و کدام یک مثبت است، یک الکترود 6010 را در نگهدارنده الکترود خود قرار دهید و شروع به جوشکاری کنید.اگر شروع به پاشیدن غیرقابل کنترل کرد، صدای خش خش بلندی ایجاد کرد، و سرباره به سختی حذف شد، شما روی DC نگاتیو هستید.اما اگر کمترین پاشش وجود داشته باشد، صدای خش خش بلند وجود نداشته باشد، و یک جوش باریک با ظاهر خوب وجود داشته باشد پس شما روی DC مثبت هستید.
شرکت صنایع جوشکاری و تولید الکترود شیراز با تولید الکترود های تخصصی نیاز کشور به واردات آنها کاهش داده است.شما میتوانید با مراجعه به بخش محصولات و خدمات تمامی محصولات تولیدی ما را مشاهده نمایید.
در شبکه های اجتماعی همراه شما هستیم